Research Strategy
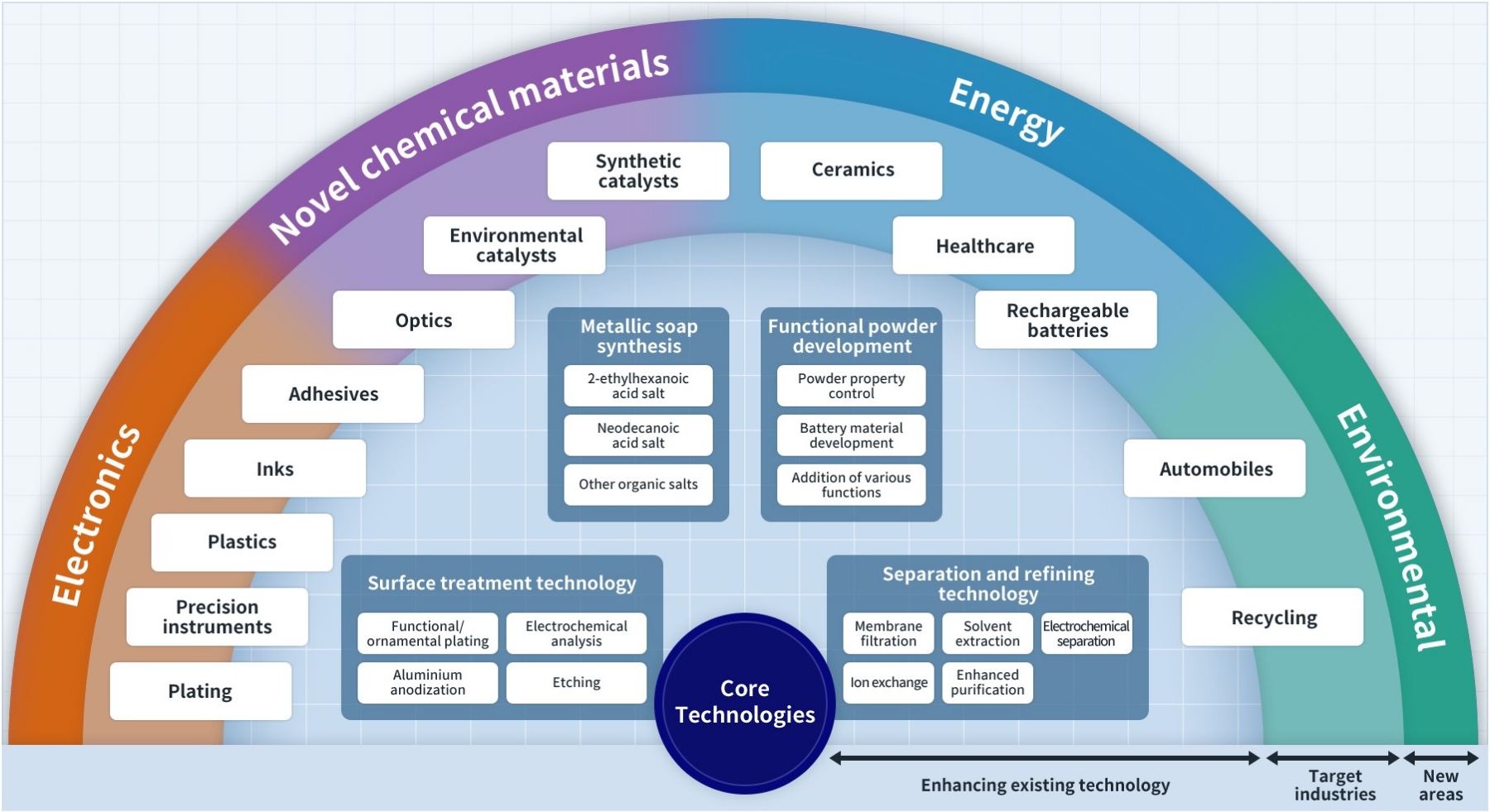
To date, we have developed various chemicals for a broad array of industries, including chemicals, textiles, machineries, healthcare, and electronics. The foundation of these chemicals are our unique core technologies, such as the technologies for functional powder development, surface treatment, separation and refining, and synthesis of metallic soap. By fusing these core technologies, we create chemicals that meet various needs, and that in turn allows us to innovate new core technologies.
Furthermore, given that environmental issues such as global warming have become a global challenge and the needs of the society continue to diversify, we are also focusing on research areas such as surface treatment processes for environmental applications, and effective use of recycled materials. Going forward, as the needs of the industries continue to diversify further, we will be looking to play our part in achieving a sustainable society, by further enhancing our unique core technologies, and developing product portfolio and manufacturing processes that lessen our environmental impact.